
تراشکاری مدرن: راهنمای جامع فرآیندها، تجهیزات و استانداردهای صنعتی
در دنیای صنعت و تولید، دقت و ظرافت حرف اول را میزند. هر قطعهای که در قلب موتورهای پیشرفته، تجهیزات پزشکی حساس یا سازههای عظیم صنعتی مشاهده میکنید، حاصل فرآیند دقیق و مهندسیشدهای به نام تراشکاری (Turning) است. این فرآیند که یکی از ستونهای اصلی ماشینکاری برادهبرداری محسوب میشود، هنر تبدیل مواد خام به قطعاتی با ابعاد میکرونی و سطحی بینظیر است. در این مقاله جامع، به بررسی عمیق مفاهیم، انواع دستگاهها، فرآیندها و نکات کلیدی حرفهای در دنیای تراشکاری میپردازیم و نگاهی به استانداردهای روز صنعتی خواهیم داشت.
تراشکاری چیست و چرا اهمیت دارد؟
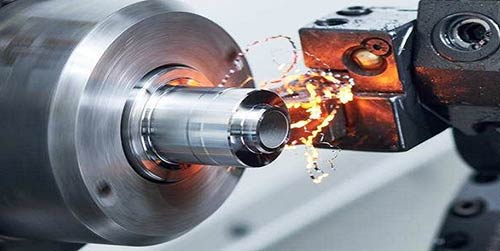
تراشکاری فرآیندی است که در آن قطعه کار (Workpiece)، که معمولاً به شکل استوانهای است، با سرعت و گشتاور مشخص به دور محور خود میچرخد. همزمان، یک ابزار برش تیز (رنده) با حرکت خطی یا منحنی کنترلشده، لایههایی از سطح فلز را جدا کرده و شکل نهایی مورد نظر را ایجاد میکند.
نکته مهم اینجاست که واژه “تراشکاری” اغلب برای تولید سطوح خارجی به کار میرود، در حالی که برای تولید سطوح داخلی از واژه بورینگ (Boring) استفاده میشود. بنابراین، ترکیب “تراشکاری و بورینگ” دو روی یک سکه در خانواده بزرگتر فرآیند “تراشیدن” هستند. این دقت در تولید، تضمینکننده عملکرد صحیح ماشینآلات سنگین، قطعات حساس هوافضا و اجزای کوچک الکترونیکی است. امروزه شرکتهای پیشرو در این حوزه، با بهرهگیری از تکنولوژیهای نوین، خدمات تراشکاری با بالاترین دقت را ارائه میدهند. برای مثال، خدمات تراشکاری شرکت روهینا پیشرو سازه نمونهای از تعهد به کیفیت و دقت در این صنعت است که با استفاده از تجهیزات مدرن و نیروی متخصص، نیازهای پیچیده صنعتی را با استانداردهای جهانی برآورده میسازد.
تاریخچه و تکامل: از ماشینهای دستی تا هوش مصنوعی
در گذشته، تراشکاری کاملاً وابسته به مهارت و تجربه اپراتور بود. ماشینهای تراش سنتی نیازمند نظارت دائمی و دستاندازی مداوم اپراتور برای تنظیم سرعت و حرکت ابزار بودند. اما با پیشرفت تکنولوژی، انقلابی در این صنعت رخ داد.
امروزه، رایجترین و دقیقترین روش، استفاده از دستگاههای تراش CNC (کنترل عددی کامپیوتری) است. در این دستگاهها، برنامهنویسی کامپیوتری دقیقاً تعیین میکند که ابزار چگونه حرکت کند، چه عمقی را بردارد و با چه سرعتی کار کند. این تحول نه تنها سرعت تولید را دهها برابر افزایش داده، بلکه خطای انسانی را به حداقل رسانده و امکان تولید انبوه قطعات با ابعاد یکسان و دقیق را فراهم کرده است.
انواع فرآیندهای اصلی تراشکاری
تراشکاری تنها محدود به صاف کردن یک استوانه نیست. بسته به نیاز طراحی، فرآیندهای متنوعی در دستگاه تراش انجام میشود:
۱. تراشکاری استوانهای (Turning)
این رایجترین نوع تراشکاری است که در آن ابزار برش موازی با محور چرخش قطعه حرکت میکند تا قطر خارجی یا داخلی قطعه را کاهش دهد یا به ابعاد دقیق برساند. این فرآیند پایه و اساس تولید شفتها، بوشها و پیچهاست.
۲. تراشکاری مخروطی (Taper Turning)
در این فرآیند، ابزار برش با زاویهای مشخص نسبت به محور قطعه حرکت میکند تا سطحی مخروطی ایجاد کند. این کار میتواند با استفاده از “کامپوند اسلاید” (Compound Slide)، ضمیمههای مکانیکی یا به صورت پیشرفتهتر در دستگاههای CNC و با استفاده از الگوریتمهای هیدرولیکی انجام شود.
۳. شیارتراشی (Grooving)
شیارتراشی عملی است که در آن قلم شیار با حرکت شعاعی به داخل قطعه نفوذ میکند و شیارهایی با عرض و عمق مشخص روی سطح خارجی ایجاد مینماید. این فرآیند در ساخت حلقههای نگهدارنده، مسیرهای روانکاری و اتصالات پیچیده کاربرد دارد.
۴. پیچتراشی (Threading)
برای ایجاد رزوه روی پیچها و مهرهها استفاده میشود. در این روش، فرم لبه برنده رنده باید دقیقاً با فرم شیار دندانه پیچ مطابقت داشته باشد. این کار با استفاده از میله هادی و تنظیم دقیق نسبت چرخش主轴 به حرکت ابزار انجام میگیرد.
۵. آجزنی (Knurling)
آجزنی فرآیندی است که در آن الگوهای منظم و زبر روی سطح قطعه ایجاد میشود. این کار معمولاً برای بهبود گیرایی دست در دستگیرهها، ولومها و قطعاتی که نیاز به فشردن دستی دارند، انجام میشود.
انواع دستگاههای تراشکاری و کاربردهای آنها
انتخاب دستگاه تراش مناسب، مستقیماً بر کیفیت محصول و راندمان تولید تأثیر میگذارد. دستگاههای تراش بر اساس کاربرد، دقت و ابعاد قطعه کار به دستههای مختلفی تقسیم میشوند:
- ماشین تراش کوچک مرغکدار: این دستگاهها برای آموزش و تراشکاری قطعات کوچک و کوتاه استفاده میشوند. ساختار ساده و قابلیت انتقال حرکت از طریق تسمه، آنها را برای کارگاههای آموزشی و تعمیرات کوچک ایدهآل میکند.
- ماشینهای تراش ابزارسازی: این دستگاهها دارای دقت بسیار بالایی هستند و برای ساخت ابزارآلات دقیق، شابلنها و قطعات نمونهسازی اولیه استفاده میشوند. آنها معمولاً با سیستمهای ترمز دقیق برای کنترل سرعت مجهز هستند.
- ماشینهای تراش معمولی نرمشده (سنگین): این دستگاهها به دلیل وزن زیاد و استحکام بالا، برای کارهای تولیدی با حجم بالا مناسب هستند. قدرت برش بالا و سرعتهای متغیر، امکان پردازش حجم زیادی از براده را در زمان کوتاه فراهم میکند.
- ماشینهای تراش با قطر و طول کارگیر زیاد: برای قطعاتی مانند شفتهای بلند یا میللنگهای بزرگ که قطر و طول زیادی دارند، استفاده میشود. فاصله زیاد بین مرغکها و ارتفاع بالای محور اصلی، امکان تراش این قطعات عظیم را فراهم میکند.
- ماشین تراش پیشانیتراش: این دستگاهها برای قطعاتی با قطر زیاد و طول کم طراحی شدهاند. کاربردهای آن شامل ساخت چرخهای لکوموتیو، چرخطیار و قطعات حجیم صنعتی است.
- ماشین تراش عمودی: در این دستگاه، محور چرخش عمودی است. این نوع تراش برای قطعات سنگین و حجیم که نگهداری و ثابت نگه داشتن آنها روی دستگاههای افقی دشوار است، ایدهآل میباشد.
جنس ابزارهای برشی: از فولاد تا سرامیک
کیفیت سطح نهایی و عمر ابزار برش، مستقیماً به جنس رنده بستگی دارد. مواد اصلی مورد استفاده در ساخت ابزارهای تراشکاری عبارتند از:
1. فولاد ابزار غیرآلیاژی (High Carbon Steel): این فولادها حاوی ۰.۵ تا ۱.۵ درصد کربن هستند. سختی آنها تا دمای ۲۵۰ درجه سانتیگراد حفظ میشود. امروزه کاربرد آنها محدود شده و بیشتر برای تراشکاری فولادهای نرم و آلیاژهای کمکربن استفاده میشوند.
2. فولاد ابزار آلیاژی: با افزودن عناصری مانند کروم، وانادیوم، مولیبدن و کبالت به فولاد، خواص آن بهبود مییابد.
• فولاد کمآلیاژ: سختی خود را تا ۳۰۰ درجه سانتیگراد حفظ میکند.
• فولاد پرآلیاژ: مقاومت حرارتی بالاتری دارد و تا ۶۰۰ درجه سانتیگراد سختی خود را حفظ مینماید.
3. فلزات سخت (Carbides): از مخلوط پودر کاربیدهای دیرگداز (مانند کاربید تنگستن، تیتانیم و تانتال) با کبالت به عنوان چسب تولید میشوند. این ابزارها سختی و مقاومت سایشی فوقالعادهای دارند و تا دمای ۹۰۰ درجه سانتیگراد عملکرد خود را حفظ میکنند. این مواد برای سرعتهای برش بالا و پردازش مواد سخت بسیار مناسب هستند.
4. فلزات سرامیکی: سرامیکها از اکسیدها، آلومینا و سیلیسیم تشکیل شدهاند. مقاومت سایشی آنها ۵ تا ۱۰ برابر فلزات سخت است و میتوانند تا دمای ۱۲۰۰ درجه سانتیگراد کار کنند. این ابزارها برای تراشکاری فولادهای سختکاری شده و فرآیندهای سرعت بسیار بالا (HSM) ایدهآل هستند.
مهارتهای کلیدی: تیز کردن و نگهداری قلمهای تراش
حتی با بهترین دستگاههای CNC، مهارت اپراتور در نگهداری و تیز کردن ابزارهای دستی و تعویضی حیاتی است. تیز کردن نادرست میتواند منجر به خرابی سریع ابزار، بدفرمی قطعه و حتی حوادث ایمنی شود.
اصول صحیح تیز کردن رنده:
- جهت حرکت سنگ: سنگ سنباده باید در جهت مخالف لبه برنده رنده حرکت داده شود تا لبه تیز و یکنواختی ایجاد شود.
- فشار متعادل: فشار وارده باید نه آنقدر زیاد باشد که سنگ داغ شود و نه آنقدر کم که کارایی نداشته باشد.
- خنککاری: استفاده از آب یا مایع خنککننده برای جلوگیری از تغییر ساختار کریستالی لبه برنده الزامی است.
- پرهیز از توخالی کردن: سطح پشتی رنده نباید به صورت نامنظم سنباده خورده شود تا زاویه پشتی ثابت بماند.
- بررسی زاویه: استفاده از شابلونهای زاویهسنج برای اطمینان از صحت زوایای برنده (زاویه پشتی، زاویه رویی و زاویه برشی) ضروری است.
ویژگیهای یک تراشکار ماهر
یک تراشکار حرفهای تنها کسی نیست که دکمهها را فشار دهد؛ او ترکیبی از دانش مهندسی، حساسیت هنری و دقت موشکافانه است. ویژگیهای بارز یک تراشکار موفق عبارتند از:
- تعهد و دقت: حساسیت بالا نسبت به ابعاد میکرونی و سطحپردازی قطعه.
- ایمنی: رعایت دقیق نکات ایمنی، از جمله استفاده از عینک محافظ، عدم استفاده از دستکش هنگام کار با قطعات چرخان (به دلیل خطر گیر کردن) و بستن موهای بلند.
- خلاقیت و حل مسئله: توانایی یافتن راهحلهای نوآورانه برای چالشهای ماشینکاری پیچیده.
- توانایی جسمی و استقامت: کار با دستگاههای سنگین و نگهداری پوزیشنهای کاری نیازمند آمادگی جسمانی است.
نتیجهگیری
تراشکاری فراتر از یک مهارت فنی ساده، هنر تبدیل مواد خام به قطعات دقیق و کاربردی است. از ماشینهای ساده دستی تا سیستمهای پیچیده CNC، این صنعت همواره در خط مقدم تولید صنعتی قرار داشته است. با درک عمیق از فرآیندها، انتخاب صحیح ابزار برش و رعایت اصول ایمنی و نگهداری، میتوان کیفیت محصولات را به سطح جهانی ارتقا داد. چه به عنوان یک دانشجوی مهندسی و چه به عنوان یک صنعتگر باتجربه، تسلط بر اصول تراشکاری و همکاری با شرکتهای معتبری مانند روهینا پیشرو سازه که در زمینه ارائه خدمات تراشکاری تخصصی فعالیت میکنند، کلید موفقیت در دنیای ساخت و تولید مدرن است.

Related Posts
